(5月/6月版のSTAMPING Journal®でこの記事の英語版は出版されています。”Die simulation: Measure, mitigate, control, then compensate for springback”
https://www.thefabricator.com/stampingjournal/article/stamping/die-simulation-measure-mitigate-control-then-compensate-for-springback)
この記事の日本語のフルバージョンは、Japan Formingサイトの最新のブログ投稿にて閲覧可能です。こちらから閲覧してください: japanforming.com/寸法精度を確保したプレス成形を実現/
デジタル・エンジニアリングにより寸法に準拠したプレス成形を実現
仮想空間におけるデジタル・エンジニアリングによるスプリングバックの測定、軽減、コントロール、および見込み補正の効果的な検討方法をご紹介します。デジタル・エンジニアリングで問題を解決したものを、デジタル・マスターとして実際の現場で忠実に採用し実行することで、現実世界でのトライアウト・コストを大幅に削減し量産開始までのリードタイム削減に大きな効果をもたらします。また工程のロバスト性を確保しているため一定の品質で安定した製造を実現します。
作成者: Kidambi Kannan
数十年にわたり培われたスプリングバックの成功事例が、軟鋼材および低合金高張力鋼(HSLA)のプレス成形における寸法精度の確保に効果を発揮してきました。しかし、ここ20年ほどは、超高強度鋼材(AHSS)および高強度アルミニウム合金の新たな等級の登場によって、それまで蓄積された知見や経験が必ずしも通用しなくなってきました。バーチャル設計ツールがこれらの材料のスプリングバックの軽減および管理において中心的な役割を果たしてきましたが、効果的な応用の成功事例は明確に理解されていません。
測定、軽減、コントロールおよび見込み補正は、金型設計および工程の成功事例を網羅した系統的な方案で、寸法精度を満たしたプレス成形を実現します。これを忠実に採用し実行することで、トライアウト・コストを大幅に節減し、パネル生産を通して一定した寸法を保つことが可能であることが証明されています。本稿では、この方案の実行に不可欠な設計およびシミュレーションの成功事例を検討します。第3世代の二相鋼であるAK Steel社のNEXMET 1000等級を使ったAピラーのプレス成形工程(図1を参照)を例に、この方案の主なポイントを説明します。

図1 Aピラーの成形工程:クラッシュフォーム、トリム、再トリム、成形
測定
シミュレーションは、実際のパネルで測定されるスプリングバックの最も信頼性の高い予測をするために構築され、成熟させる必要があります。 そのためには、プレス成形の結果に影響を与えると予想されるプレス成形工程、金型、材料、潤滑のすべての側面をシミュレーションする妥協のない努力が必要です。これには、物理的なトライアウトや生産で実施されるものが含まれます。
金型条件
パッドの姿勢、バインダのギャップやスポッティング、側壁面のクリアランス、底付ブロック、フランジ鋼の進入とクリアランス、しごき、強当てなどは、生産中と同様にシミュレーションで表現する必要があります。
工程
金型の動作位置関係、バインダおよびパッドのトン数、クッション・ピンの位置、およびストローク中のトン数が、意図する設計および製造通りに定義されている必要があります。
材料
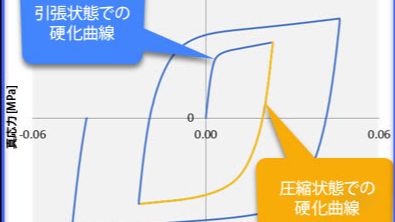
シミュレーションの材料定義には、試験が欠かせません。引張試験が一般的になりつつあり、引張状態での材料の挙動を表すのに有用です。AHSSおよび高強度アルミニウム等級のスプリングバックを高い信頼性で予測するには、圧縮試験も必要です。シミュレーションでこれらの材料で一般的に適用される引張および圧縮状態で材料は同じ挙動を示すという仮説では、不正確で信頼性の低い予測につながります(図2を参照)。

図2 引張状態での硬化は、圧縮状態での硬化とは大きく異なります
実際には、引張-圧縮試験は困難で、そのようなデータは一般的に入手できません。ただし、このようなデータは最先端材料等級での予測およびスプリングバックの管理において重要であるため、材料供給元はこの点に配慮し、今後、このデータを作成し、配布すると期待されます。
摩擦
 図3 摩擦の現実的なモデリングでシミュレーション結果の信頼性が向上します
図3 摩擦の現実的なモデリングでシミュレーション結果の信頼性が向上します
成形工程中の摩擦は、金型の表面処理、金型とシートがコーティングされている場合はそのコーティング、使用する潤滑剤、金型ギャップ、シートと金型サーフェス間のスライド、および成形中に発生する熱に依存します。現在では、高度なモデリング・ツールが利用できるようになり、これらの要因を考慮して、摩擦条件をより正確に表現できます(図3を参照)。これにより、シミュレーション結果の信頼性がさらに高まります。
ドロー・スケーリング
一般的に、シートは最初のドロー型で十分にストレッチされます。均一なストレッチは、部品の機能性およびパネルのゆがみのコントロールに重要です。パネルがドロー型から取り出される際に、弾性回復によって成形中にストレッチされた量から微小量が失われ、パネルが縮みます。縮んだパネルは、基準トリム金型にフィットしません。
このようにフィットしないことによって、トリム・ポストとパッドの間でパネルが押し潰されます。この問題は、一般的にドロー型を拡大、つまりスケーリングすることで回避します。 パネルがスケーリングされたドロー型から取り出されるとき、パネルは基準寸法に収縮します。よってスケーリング工程は、シミュレーションで正しく考慮する必要があります。
ドローシェルのネスティング
ドローシェル(スプリングバックしたドロー・パネル)をネスティングするためのトリム金型のサーフェス加工は、トリム金型で意図しない押し潰しが発生するのを最小限に抑制するために欠くことのできない金型製作におけるもうひとつの改善策です(図4を参照)。これも、シミュレーションで正しく表現し、検証する必要があります。

図4 トリム金型の表面加工でドローシェルをネストすることで、パネルが押し潰されるのを最小限に抑えます
詳細な検証
以上の詳細をすべて統合し、全工程のシミュレーションを成熟させ、最終決定する必要があります。 最終バージョンのシミュレーション結果は、すべての成形性および品質要求を満たしている必要があります。
シミュレーションの最終決定の一般的な手法は、手動調整と反復です。初期シミュレーション結果から開始して、金型および工程条件を経験に基づいて手作業で修正し、新たなシミュレーション結果を作成します。この「検討-修正-再計算-結果待ち」のアプローチは、時間がかかることが多く、また、最終の金型および工程の最適な結果が得られるとはかぎりません。今日では、より系統的で効率的なアプローチを可能とするテクノロジーを利用できます。これを使って、すべての妥当なシナリオを検討した上で、最適なシナリオを特定できます。
ブランクの展開、トリムラインの最適化
これらのラインを変更すると、スプリングバックの結果も変わるため、スプリングバック結果を検討する前に完了することが重要です。
シミュレーションでのスプリングバックの測定
このような努力はすべて、シミュレーションで正確で信頼性の高いスプリングバックの結果を生成するためのものです。スプリングバックの測定中、パネルを治具で固定する必要がありますが、この工程で治具がパネルをゆがめないことが必要です。
 図5 Aピラー・パネルで測定されたスプリングバックは、フラットニングとねじれが組み合わさったものです
図5 Aピラー・パネルで測定されたスプリングバックは、フラットニングとねじれが組み合わさったものです
これが確認できたら、1つのステーションから次のステーションで計測されたスプリングバックの状態を観察して、スプリングバックの原因およびタイプを特定します。曲げによる解放、側壁の反り、オイルキャニング、ねじれ、シミュレーション・テクノロジーは、そのような調査に使用できるさまざまな診断ツールを提供します。スプリングバック量の正確な測定とスプリングバックのタイプの特定は、適用すべき対策を決定する上で必須です。(工程の修正で対策可能か? 製品形状での対策が必要か? 見込み補正で対策せざるを得ないか?)
スプリングバックしたAピラー(図5を参照)は、一端で深刻なねじれ、もう一端で重大なフラットニングを示しています。これは、材料の性質、部品のデザイン、および使用されているブランク節約のクラッシュフォーム工程を考えると、想定範囲内です。どのようにして、このパネルを寸法に準拠させられるでしょうか。ゆがみの深刻さを考えると、あらかじめいくらかでもスプリングバックを緩和しておかないと基準工程および金型を見込み補正することができないのは明白です。
軽減
軽減には、側壁の反りやオイルキャニングなどのスプリングバック・モードから発生するパネルのゆがみの特定および解消または最小化、および過大なスプリングバックの削減が含まれます。

図6 圧縮されたフランジが解放されストレッチして、パネルが反っています
通常、オイルキャニングは成形工程中に強い圧縮が発生することが原因で、幾何学的剛性が不足している単純な形状部分に起こりえます。側壁の反りは、シートの板厚全体で大きな応力差が発生した場合、および成形半径で曲げ/曲げ戻されるときにフランジの長さ方向に起こります。オイルキャニングおよび側壁の反りのスプリングバック・モードは、見込み補正できません。これらは、高い信頼性で特定して、適切な方策(製品または工程)を適用する必要があります。シミュレーション・テクノロジーは、このような特定のために便利に利用できる診断ツールを提供します。
 図7 強当て加工およびしごき加工の方策を適用したことで、パネルのスプリングバックが大幅に改善されました
図7 強当て加工およびしごき加工の方策を適用したことで、パネルのスプリングバックが大幅に改善されました
同様に、大きなスプリングバックのゆがみおよびねじれは、簡単に見込み補正できません。制御できるレベルまでスプリングバックを軽減してから、見込み補正を実行します。
このAピラーでは、成形中にフランジで発生する圧縮が、底部に向かって深刻なフラットニングの原因となっています。これは、典型的な収縮フランジのシナリオです。この圧力が解放されると、フランジの引張状態によってパネルが外側に反り、フラットニングが発生します(図6を参照)。
適切であれば、多くの場合、スプリングバックを軽減するために強当て加工およびしごき加工が使用されます。このAピラーで、曲線のフランジのトップ半径を強当て加工してねじれを縮小し、ワイプ・フランジに沿ってしごき加工してパネルのフラットニングを軽減するよう試みました。これらの方策の組み合わせによってスプリングバックが大幅に軽減され、ねじれに対してパネルが安定しました(図7を参照)。このように、このパネルは、見込み補正のための良好な出発点となりました。
コントロール
 図8 これらのグラフは、ノイズが原因のスプリングバックの分散をミリメートルで示します
図8 これらのグラフは、ノイズが原因のスプリングバックの分散をミリメートルで示します
見込み補正は、単一条件で計算されたパネルで測定される分布のスプリングバックについて行われます。単一条件で計算されたパネルという表現は、実際の世界では、材料パラメータおよび板厚は、仕様限界の許容範囲内で変動しますが材料パラメータ、摩擦、およびその他の成形条件において1つの値での計算結果という意味です。摩擦、ブランク・ゲージ、温度、およびその他多数の条件が、コントロールできない「ノイズ」となっています。これらは、ストロークごと、コイルごとに異なるため、スプリングバックを含むパネル結果は変化すると考えられます。どれほどのばらつきがあるでしょうか? この変化が数ミリメートルと大きなスプリングバックである場合、見込み補正の成功は望めません(図8を参照)。
 図9: 「改善/緩和済み」工程と、スケーリングおよびドローシェルのネスティングを適用していない工程の比較
図9: 「改善/緩和済み」工程と、スケーリングおよびドローシェルのネスティングを適用していない工程の比較
つまり、ノイズが存在する状態で最終決定した工程のロバスト性、つまり再現性を評価することが重要です。これを実行し、図9で「改善/軽減対策済み」工程と、スケーリングおよびドローシェルのネスティングを適用していない工程を比較しています。
この比較は、一般的に適用される工程能力指数Cpに基づいています。工程全体で実施された改善および軽減方策が工程結果の安定性、再現性に大きく貢献したことが明白です。スプリングバックが安定している狭い範囲での分散は、見込み補正の成功の重大な要素です。
最先端のシミュレーション・テクノロジーでは、再現性結果を向上するために、診断およびwhat-if調査に加えこれらの評価が可能です。
見込み補正
見込み補正を実行するために、より小さなスプリングバック量と優れた再現性の「改善および軽減対策済み」工程を選択しました。
見込み補正の方案

図10: フォーム・ステーションF50の見込み補正にスプリングバック・ベクトル・フィールドを適用
 図11: パネル形状を見込み補正後の基準デザイン(左)と比較
図11: パネル形状を見込み補正後の基準デザイン(左)と比較
1つのステーションから次のステーションでのスプリングバックの変化によって、最終形状およびフランジ金型を見込み補正のターゲットとすべきことが確認できます。図10に、使用する見込み補正のスキームと見込み補正ベクトル・フィールドを示します。 見込み補正は4回反復し、寸法内におさめます(図11を参照)。
コントロール(再確認)
見込み補正結果が基準通りでも、見込み補正済みの工程が制御され、結果が再現可能であることを検証することが重要です。これは、作成された金型サーフェスの加工を承認する前に行う重要な検証です。
このケースでは、Cpを見ると見込み補正後のスプリングバック結果が再現可能であるとわかります。ただし、フランジ・サーフェスの小さな領域がパネルの基準/仕様限界の +/-0.5 mm から外れています。これは、Cpkを使って確認します。Cpkは、結果が再現可能でで仕様を満たしているか否かを確認するためのものです(図12を参照)。
このケースでは、工程が再現可能(良好なCp)であることが確認されていますが、完全に基準を満たしているわけではありません(不十分なCpk)。これに対する方策として、追加の見込み補正、パネルの治具装着方法の変更、見込み補正の方案の変更、また、最悪の場合は仕様限界の妥協などが考えられます。
 図12 見込み補正済みの工程が再現可能であることが示されています。ただし、フランジが基準を満たすようにするために追加の見込み補正が必要です
図12 見込み補正済みの工程が再現可能であることが示されています。ただし、フランジが基準を満たすようにするために追加の見込み補正が必要です
現実のトライアウト・サイクルを削減し、安定した高品質のパネルを得ることができることは、トライアウトから量産開始までの総コスト削減の実現を意味します。そのためには、バーチャル世界でロバスト性を考慮しスプリングバック見込みを完了させるとともに、それをデジタル・マスターとしてシミュレーション通りの金型形状と加工条件を実際のトライアウトで再現することが不可欠です。
物理的な工程に近い表現とスプリングバックの安定した狭い範囲での分散は、見込み補正の成功の重大な要素です。
Kidambi Kannanは、AutoForm Engineering USA Inc. (755 W. Big Beaver Road, Suite 300, Troy, MI 48084)のテクニカル・マネージャです。



