BiWアセンブリのDX化~新たなアプローチ”VARプロセス”とは~
唐突ですが…
現在のBiWアセンブリへの取り組みは、プロアクティブとリアクティブのどちらだと思いますか?
トライアウト時の問題を最小限にするために、結果を予測・シミュレーションし、プロセスを改善する。
OR
“リアクティブ”
トライアウトを待って、その結果に基づいて工程や部品を調整する。
私たちの答えは、AutoFormとVARプロセスです。
VARプロセスとは
図1のフード・コンポーネントを使って、現在の典型的なアプローチとここでご紹介するVARプロセスの概要と違いをご説明いたします。VARプロセスは、プレス単品の公差保証ではなく、BiWアセンブリ・コンポーネントの寸法精度が公差内に入るような目標形状を工程検討段階で新たに定義することで、より早く、低コストでプレス成形とBiWアセンブリ工程を仕上げることを可能にするものです。

まずは、図1のa. 現在の典型的なアプローチで何が起こっているかを分析してみます。ここでは寸法精度が公差内に収められたフード・アウター・パネル、フード・インナー・パネル、インナー・パネルの補強部品2つの計4部品があります。プレス成形担当者としては目標を達成しているケースです。しかし、BiWアセンブリ工程で補強部品をフード・インナー・パネルに接合し、アウター・パネルにヘミング後、アセンブリ後の公差内に収まらない結果になりました。…なぜでしょうか?その原因として、次の2点が考えられます。
- 自重の影響:コンポーネント内のすべての部品重量が寸法測定治具上に負荷され、
自重を負担するインナー・パネル部品に作用した。 - 工程の影響:スポット溶接などの接合工程とヘミング工程で生じる応力が寸法精度に影響した。
などがあります。これらの要因への対応策として、以下が一般的です。
- アセンブリ後の変形を考慮した部品形状の決定。
- アセンブリ工程の修正。
通常、これらの問題は実際にBiWアセンブリ工程のトライアウトを行うまで発見することができない上に、現場でさまざまな選択を迫られることになります。ヘミング前の部品の接合状態を調べて部品のクランプ条件を修正したり、ヘミング工程を調整したりします。それでも問題が解決しない場合は、部品形状を補正して精度を上げるしかありません。フード・コンポーネントでは、通常インナー・パネルが形状補正の対象になります。しかし、どのような部品形状にするのが良いのでしょうか?それをどのように決めれば良いのでしょうか?これまでの経験やノウハウ、試行錯誤の組み合わせを用いて、なんとかモノにすることになりますが、この“従来の方法”では“時間とコスト”がかかってしまいます。
そこで、AutoFormの新しいアプローチである、 VARプロセスの出番です。図1のb. VARプロセスをご覧ください。4つの部品それぞれのシミュレーション結果を活用して(*シミュレーション結果がない部品はCAD-0データを使用します)、AutoForm AssemblyでBiWアセンブリ工程をシミュレーションします。予想通り、寸法精度が公差内に収まらない結果になりました。そこで、下記の手順で工程検討します。
- どの部品の形状補正をするかを、AutoForm Assemblyを使って決定する。
- 1.で決定した部品の、新しい目標形状をAutoForm Assemblyで決定する…これが、バーチャル・アセンブリ・リファレンス(Virtual Assembly Reference):VAR
- さらに、AutoForm Formingを使って部品形状を得るためのプレス成形工程で、金型の見込み補正作業を行う。
この新しい目標形状を他の部品とアセンブリすることで、フード・コンポーネントの寸法精度が公差内に収まり良い結果となります。BiWアセンブリ工程を考慮したこの新しい目標形状:VARを活用することで、より早く、低コストのプレス成形とBiWアセンブリ工程を仕上げることができます。これはコストがかかる現実世界ではなく、バーチャル世界のソフトウェアによるエンジニアリングでのみ実現可能なものと考えております。
BiWプロセス・チェーンにおけるVARプロセス
AutoForm Assemblyは初期段階のフィージビリティ・スタディ、プロセス・エンジニアリング、BiW量産までのBiWプロセス・チェーン全体をサポートします。BiWアセンブリ工程にAutoFormソリューションを導入することで、車体製造工程を深く理解し、部品公差やアセンブリ工程設計を迅速に評価し、寸法偏差の要因を特定することができます。また、効果的な対策を取っていくための検討を効率的に行うことができます。その結果、BiW全体の寸法精度を達成することができます。

図2のプレス成形とBiWアセンブリの間にある赤いゾーンでは、何が行われているかを考えてみます。プレス成形の領域で行われているタスクと、BiWアセンブリの領域で行われているタスクがあります。これは、関連するプロセス・チェーンの中で、異なる担当者が異なる仕事を行う可能性があることを意味しています。各部門やシステムがそれぞれ自己完結し、部門やシステム間の連携がうまくいかないサイロ化(図2左下)の状態になると、業務効率の低下、意思決定スピードの鈍化、不要なコストの発生など、多くのデメリットがあります。システムのサイロ化解消には、データ統合による一貫したデータ・マネジメントが必要です。また、ここでご紹介しているVARプロセスで最大限の効果を得ていただくためには、以下の条件が必須と考えています。
- 部品にフォーカスする
- 良好なコミュニケーション
- コラボレーション
ここからは、現在のワークフローでは得られない有益な情報を、VARプロセスを使ってどのように得るかを考えていきたいと思います。

フィージビリティ・スタディ・シミュレーション
できるだけ早い段階で、工程のロバスト性が担保された実現可能なプレス成形工程のシミュレーションを、プレス成形担当者から引き継ぎます。プレス成形部品のシミュレーション結果を得ることで、材料成形時に発生する応力やひずみが含まれた、より現実に近いBiWアセンブリ工程のシミュレーションを実施することができるようになります。図3の通り、BiWアセンブリ工程のフィージビリティ・スタディでは、CAD-0データを用いて検証したプロセスが機能するかどうか、具体的には部品間の力やギャップが適切かどうかを確認します。また、最終的なコンポーネントの寸法精度が公差内に収まっているかを確認します。もし結果が思わしくない場合には、BiWアセンブリ工程のクランプ条件、接合、ヘミングを調整することで、結果が改善されるかどうかを確認する必要があります。それらの調整でうまくいかない場合には、プレス成形部品の形状補正について考える必要があります。
AutoForm Assemblyでは、分析的に工程検討をするアプローチが可能です。まず部品の見込み補正を始める前に、計画を立てる必要があります。どの部品を見込み補正するべきか、どのように判断すれば良いのでしょうか?もちろん、これまでの経験とノウハウが正しい方向を示してくれるということはよくあります。一般的には、最も板厚が厚い部品、形状剛性が高い部品、より硬い材料特性をもつ部品が指標となります。
AutoForm Assemblyでは、初期のフィージビリティ・スタディにおいて、これらの予測を確認するためにいくつかの簡単な検証をCAD-0データで行うことができます。これは、部品形状、材料、板厚を考慮した変形の推定値を、内部的に考慮するものです。

重要なことは、この情報から部品の補正仕様を導き出すことが目的ではなく、アセンブリ結果に最も影響を与える部品を特定することです。図4から、インナー・パネル部品がCAD-0、その他の部品はCAD-0ではない(≒プレス単品の公差外)場合のアセンブリ結果は、CAD-0の(≒すべてのプレス単品が公差内)結果に従うことが読み取れます。しかし、CAD-0でないインナー・パネルと、CAD-0である他の部品を合わせた場合、CAD-0と比較し結果が大きく変化します。これは、BiWアセンブリ工程においてインナー・パネルの影響が大きいことを示しています。よって、形状補正をすべき部品はインナー・パネルとすることが決定できます。
形状補正の対象となる部品が決まった後、補正量を決める作業もAutoForm Assemblyで行うことができます。

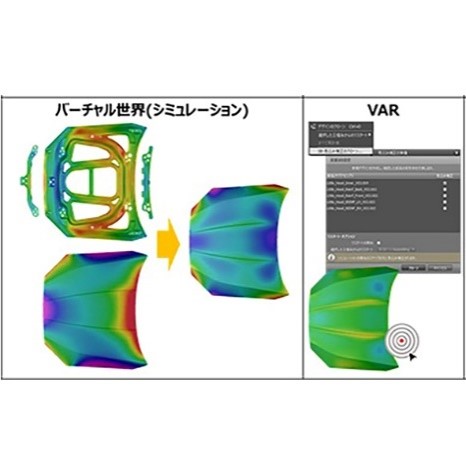
図5のように、AutoForm Assemblyではベースとなるシミュレーション結果をもとに、形状補正のための新しいシミュレーション・ファイルを簡単にスピンオフすることができます。AutoFormでは、この作業で見込み補正した部品形状をVAR(バー)、この一連のフローをVARプロセスと呼んでいます。このプロセスにより、アセンブリ後の精度を向上するための新しい目標形状を、低コストで工程検討ができるバーチャル世界で算出することができます。
AutoForm Assemblyでの検証完了後、新しいフード・インナー・パネルの目標形状(=VAR)を、プレス成形担当者にフィードバックすることができます。プレス成形担当者は、受け取った新しい目標形状を作成するための金型見込み補正作業に入ります。
またもや唐突ですが…BiWアセンブリの目標達成に向けた最大の課題は何だと思われますか?
- 実物とシミュレーションの予測、一致率の信頼性
- プレス単品部品、または工程でのバラツキ
- 望ましい結果を得るために必要なプロセス・コントロールの維持
- 利害関係者とのコラボレーションと情報共有
このような答えが挙げられるのではないでしょうか。
これらの課題を踏まえて、現在のBiWのアプローチを今一度振り返ってみてはいかがでしょうか。シミュレーションやアプローチ方法が改善されることで、さらに積極的な課題改善に取り組むことができると、私たちは信じております。
AutoForm FormingとAutoForm Assemblyが1つに統合されたAutoFormプラットフォームにより、完全なデジタル化、シームレスな情報やデータの流れ、およびIndustry 4.0の実装が可能になります。これらのアプローチに関連するAutoFormのプレス成形と、BiWアセンブリソリューションの詳細情報をご希望の方は、是非お気軽にお問合せ下さい。





