1948年の創立から2023年で75周年を迎えた本田技研工業株式会社(以下、Honda)。同社において、軽自動車の生産を手がける鈴鹿製作所では、新機種の開発から量産までを一気通貫で手がけています。鈴鹿製作所に属する生産技術部門として金型生産部 金型量産技術課では、2020年にAutoForm製品を導入し、予測精度の向上に取り組んできました。その結果、3年間でビード設定の時間短縮やシワ対策立案の時間短縮など、さまざまな成果をあげています。これまでの取り組みについて、四輪開発センター 生産技術統括部 金型生産部 金型量産技術課の島田哲彦氏と川口洋史氏にうかがいました。
「Hondaの三現主義」を体現する鈴鹿製作所
――Hondaの鈴鹿製作所は、1960年に国内3番目の工場として設立されました。現在、世界的ベストセラーのフィットをはじめ、N-BOX、N-WGNなどの軽自動車を生産しています。シビック、フリードなどの一般車は、栃木県の生産技術統括部で開発・設計し、埼玉県寄居町の寄居製作所で生産される分業制を採用していますが、軽自動車の車体に限っては開発・設計から検討、金型製作、量産までを鈴鹿製作所が一貫して担当しているのが特徴です。
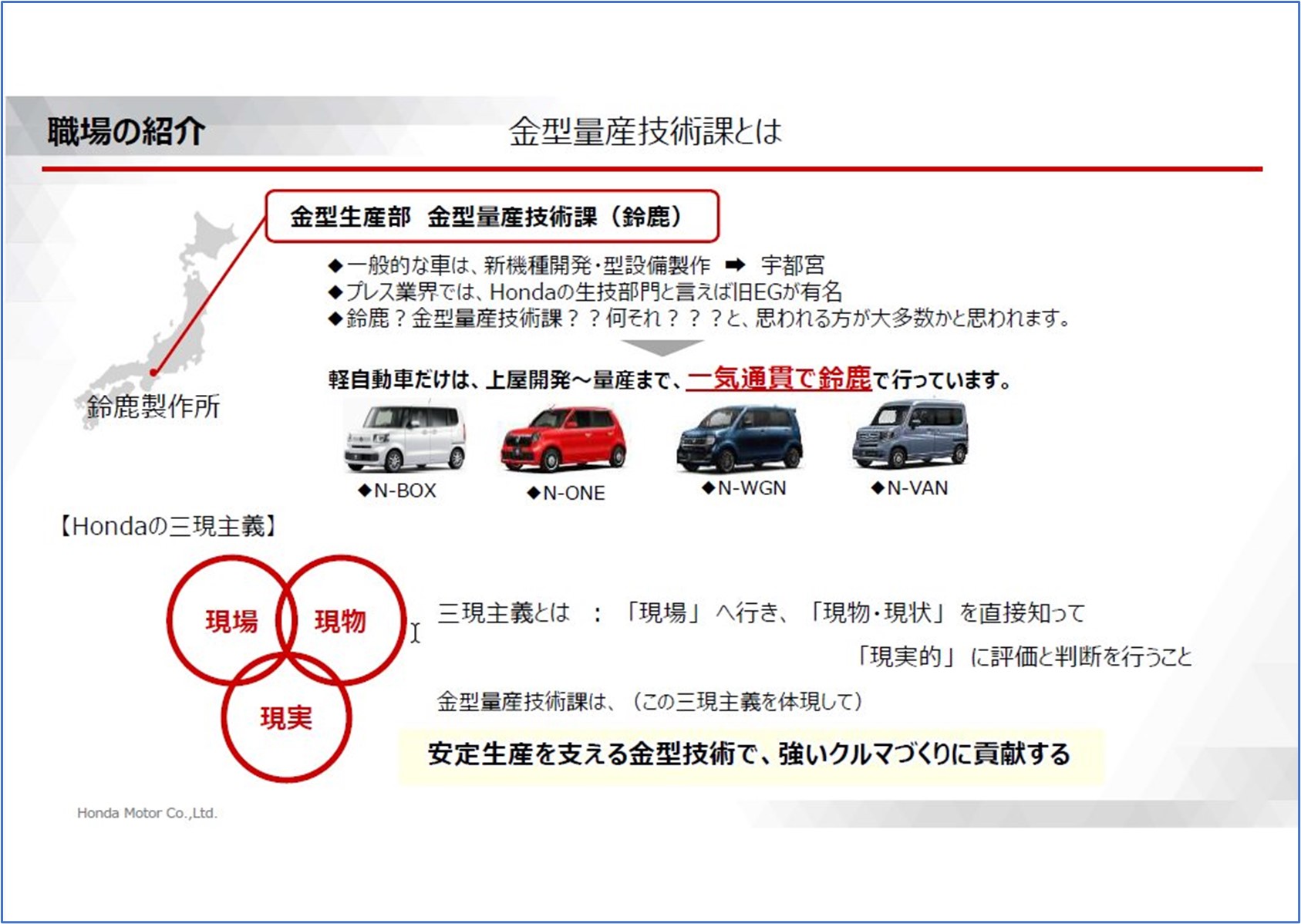
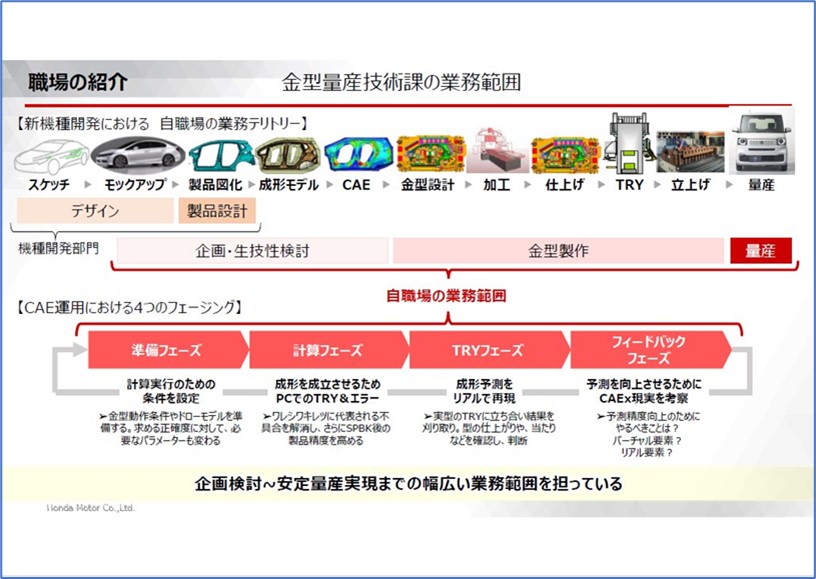
そのため、同製作所で金型関連業務を担当する金型生産部の金型量産技術課は、企画・生技性検討から金型製作後の安定量産の維持まで、幅広い業務領域をカバーすることになります。自動 車メーカーでは、効率を考慮して開発拠点と生産拠点を分ける分業制を採用するのが一般的ですが、軽自動車を担当する鈴鹿製作所はなぜこのような一貫体制を採用しているのでしょうか。
島田氏 鈴鹿製作所の開発・生産一貫体制は、SKI体制と呼ばれ2012年に始まりました。SKIは「鈴鹿・軽・イノベーション」の略です。開発から部品調達、生産に関わるそれぞれの担当がワンフロアに集結しました。そこで一定の成果をあげたことから、そのまま現在に至っています。このような体制を採用している一番の理由は、「Hondaの三現主義」にあると私は思っています。三現主義とは「現場」へ行き、「現物・現状」を直接知り、「現実的」に評価と判断を行うことです。部門の違う担当者であっても「いい軽を作ろう!」と皆が同じ方向を向いていることで、議論の質も上がります。たとえば、設計者は机上検討の結果のみを図面に反映しがちですが、生産の現場では設定通りにいかないことがさまざまあります。すべてというわけにはいきませんが、その一つ一つを正確に共有し、解決につなげる為に実物を目の前に説明することもしばしばあります。量産しやすい車を設計することは、すなわち不具合の発生を抑制することにも繋がります。同じ場所でみんなが顔を突き合わせてやるという方法で、鈴鹿は三現主義をまさに体現しているのだと思います。
CAEエンジニアを長年かけて育成し、少数精鋭体制で生産準備
――現在、金型量産技術課でCAE業務を担当しているのはわずか数名ということですが、共通して言えるのは、1人の守備範囲が広いことかと思います。少数精鋭体制で、生産準備を行うためには、1人ひとりの能力が高くないとできないのではありませんか。
島田氏 成形性検討から量産立ち上げまでできるエンジニアの育成に長い時間をかけています。一般的に自動車メーカーは、歴史的に分業体制が長いので、そのあたりは難しいのではないかと思います。
――島田さんの職務経歴をお聞かせいただけますか。
島田氏 私は入社して鈴鹿製作所の工機金型ブロックに配属されました。それから現場で3年間、仕上げ工程で金型を磨いていました。通常の現場研修は、半年程度の工場実習で終わりますが、鈴鹿の工機金型には、新人を現場に投入し、作業をイチから身に付けさせる文化がありました。昔ながらの職人気質の先輩に「体で覚えろ」って言われる感じで。その後、金型設計に異動して3年間従事し、次に旧ホンダエンジニアリングでCAE業務と金型の初期検討業務(DE)を覚えてきました。そこから3年後に鈴鹿に戻り、現在はDEの実業務とグループリーダーをしています。
――現場経験があったうえで、CAE業務を担当されてから10年以上が経っているということですね。
島田氏 最初は反発していましたけどね。現場作業するために入社したんじゃありませんって(笑)。でも今では感謝しています。その時の経験が自分自身の技術の柱になっているという実感があります。鈴鹿の工機金型には私のようなエンジニアが多いので、1人で企画検討から量産の面倒ま で見られるということでしょうね。
――川口さんの職務経歴を教えていただけますか。
川口氏 私も入社して鈴鹿製作所の工機金型ブロックに配属されましたが、最初はエンジン部品の金型の設計や新機種の検討業務を担当していました。そこから16年ほど経って、外部から見える部品を担当したくなり、プレス部品の生技性検討業務に転身しました。現在、モデル設計やシミュレーションを担当してから7年目です。
――みなさん、いろいろな経験をされて、守備範囲を広げているということですね。
島田氏 それぞれ経歴は異なりますが、生技性検討から量産の困り事解決まで、全体を担えるエンジニアを長年かけて育成し、個々の能力を高めていくことで、クルマづくりに貢献しているのが、鈴鹿の金型領域です。
ビード設定時間の短縮、シワ対策立案の時間短縮などさまざまな成果を獲得
――金型量産技術課では、CADソフトを使って金型形状のモデルデータ作成を行っていましたが、モデル作成に時間がかかっていたということでした。具体的にはどのような問題がありましたか。

川口氏 製品モデルデータを車体設計部門から受け取ると、CADソフトを使ってドロー工程の捨て絞り面(余肉)やベンド工程の曲げ刃形状を作成します。形状モデル作成に平均で3~4日、長いもので1週間ぐらいかかるのが普通でした。その後、CAEソフトで計算すると解析計算時間はおよそ一晩かかります。新機種を開発するにあたり、それだけでは精度の高い答えが出せないので、このサイクルを何度も繰り返すことになります。しかしながら時間がかかってしまう。製品の開発においてプレス成形性検討にだけ、何日も時間をもらうわけにはいかない。どうにか早く検討のサイクルを早く回せないものかと新たなCAEソフトを探していました。
――CAEソフトに期待することとして、モデル作成時間の短縮、予測精度と計算時間短縮の両立、最終工程までの確認の早期化、ドロー流入量変化による完成品の変化の確認の早期化などをあげられていました。これらの思いを実現するCAEソフトを検討し、AutoForm製品の導入に至ったということですが、最終的にAutoForm製品に決めた理由はどこにありましたか。
川口氏 一番は計算速度の速さです。モデリング作業や解析の計算が圧倒的に速いので、AutoFormなら検討サイクルを今よりも早く回したいという思いが実現できるという期待がありました。
――金型量産技術課では、AutoForm-Explorer、AutoForm-DieDesigner、AutoForm-Sigma、AutoForm-FormingSolverなどのライセンスを導入し、2020年10月より運用を開始しました。AutoForm導入後、金型量産技術課は3年間にわたって上流でのAutoForm-DieDesignerの活用、AutoForm-Sigmaによる設定最適化、精度向上の取り組み、量産不具合対策などを進めてきました。まずは、上流でのAutoForm-DieDesignerの活用について教えていただけますか。
川口氏 AutoForm-DieDesignerはドロー工程のシミュレーションで活用しています。上流工程で実施しておくことで、後工程の負担を大きく軽減できるからです。自動車開発では、前工程ほどコストとリスクの最適化にかけられる時間は長く、変更に伴うコストも少なくできます。そのため、早い段階で実施して研究所にフィードバックすることで、車のレイアウトが固まる前に織り込むことができ、結果として最終の金型調整の手間を大きく省くことができます。
――2つめのAutoForm-Sigmaによる設定最適化についてお聞かせください。
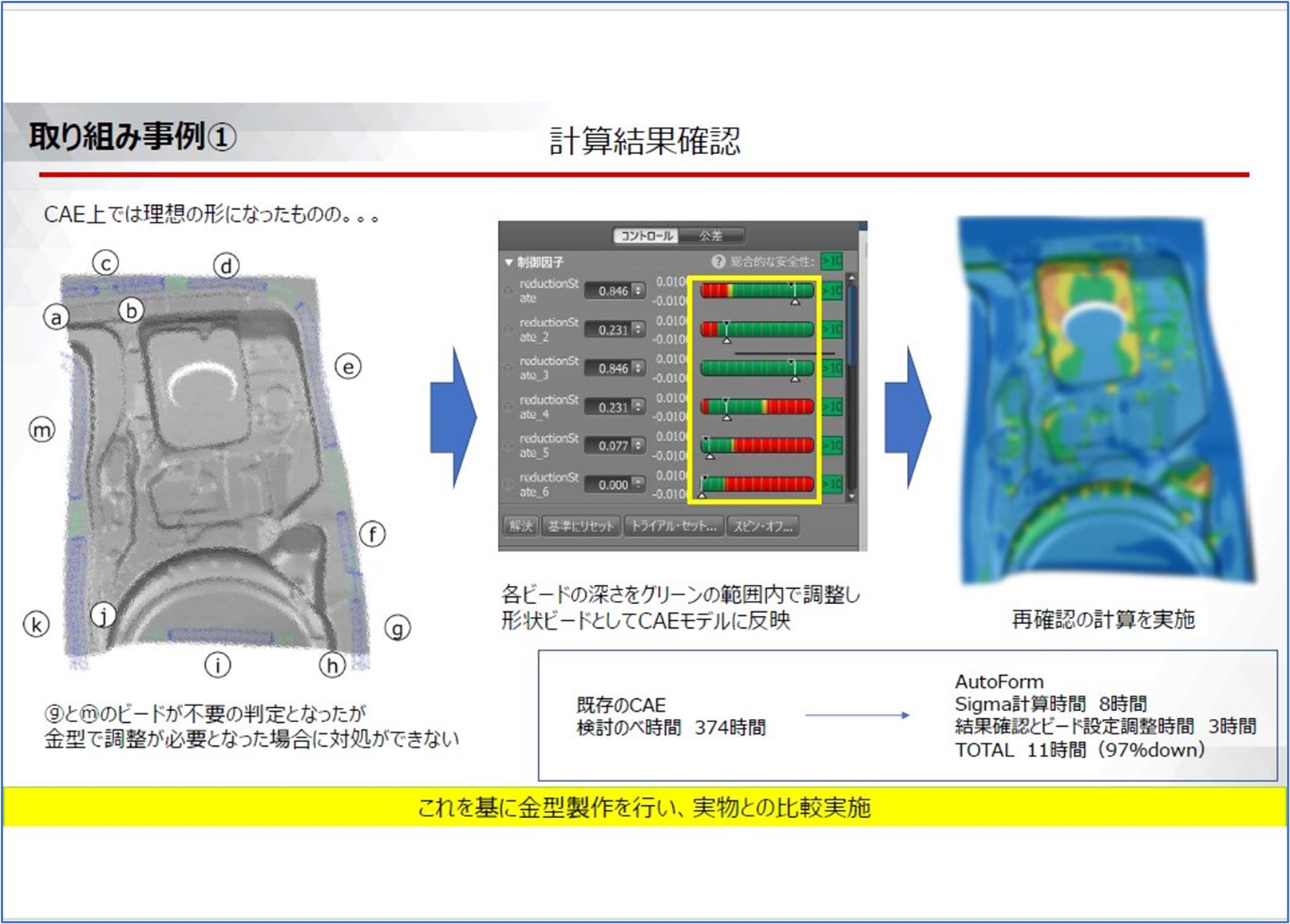
川口氏 CAEの工程において、流入成形部品ではビード張力の設定だけで膨大な工数を必要としていました。新機種の開発では、時間もかけられませんし、人を確保することもできません。そこで、AutoForm-Sigmaを使って流入バランスを短期間で見極め、最適なビード張力を設定することにしました。結果として、既存のCAEソフトでのべ374時間かけていた検討時間を、11時 間に短縮することができました。材料流入量の予測精度の向上により、型製作の効率化とコスト削減、製作日数の短縮に貢献しています。
――3つめの精度向上の取り組みについてはいかがでしょうか。
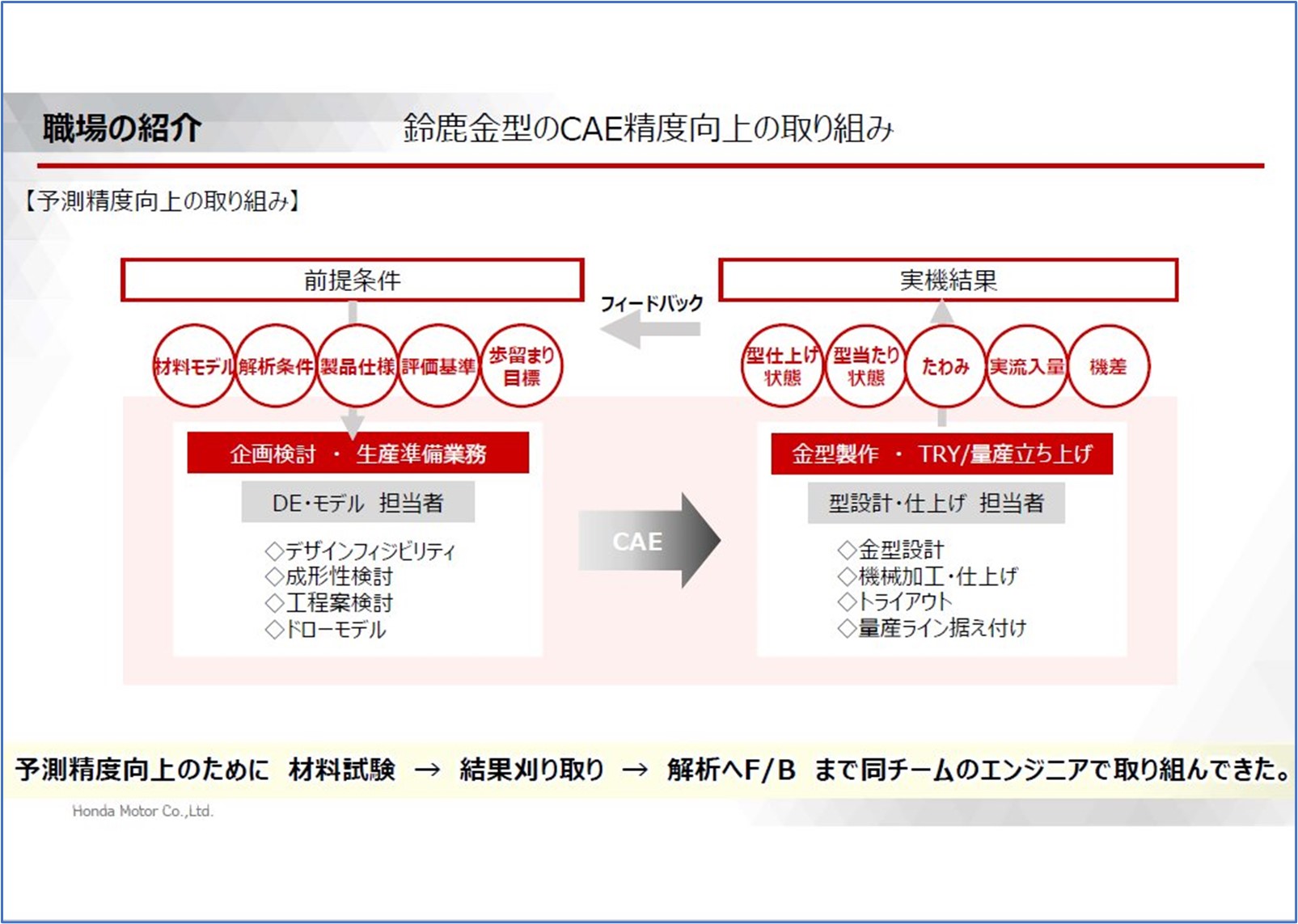
川口氏 予測精度向上のために、材料試験から結果刈り取り、解析へのフィードバックまで同チームのエンジニアで取り組んできました。当初は材料モデルまで詳しく考えておらず、CAEの結果と実物が合わないという課題がありました。その後、解析精度と材料モデルが深く関係していることがわかり、2軸引張り試験やサイクリック試験を実施して精度を高めてきました。あとは実際に自分でトライに立ち会い、材料流入、亀裂、板厚減少率などを測定して、解析にフィードバックしてきました。それでもCAEと合わないことも多く、AutoForm社のエンジニアと測定結果や計算結果を見ながら議論を重ね、3年経ってようやく満足できるレベルに近付いてきたところです。
島田氏 AutoForm社のエンジニアと一緒に取り組んできて明確にわかったのは予測精度向上に対するいろいろな取り組みの寄与度です。さまざまな要素がある中で、寄与度の考え方を整理できたのは大きな進歩です。これまでも、材料モデルや解析条件などの前提条件を考慮すべきことは理解し、ざっくりとした情報は持っていました。しかし、その中での優先度は整理できていませんでした。AutoForm社にパレート・チャートを用いて、優先度を整理してもらったことで、それまでの土台が生きて、うまく積み上がっているのが今の状況です。
――4つめの量産不具合対策についてお聞かせください。
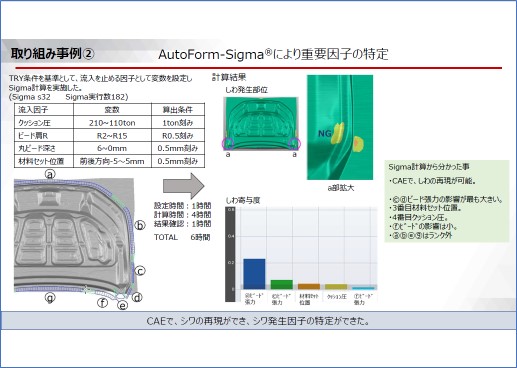
川口氏 あるドロー型において、トライ時はOKだったのに量産開始時にシワが発生する事象がありました。シワは出たり出なかったりで、OK品やNG品が混在していました。プレス機もトライ時と量産時では異なります。今までのCAEソフトでやろうとすると、1つのモデルを作って流し、1つのモデルを作って流しと、何百パターンもやる必要があります。それでは非効率なので、まずはシワが発生する重要因子をAutoForm-Sigmaを使って特定することにしました。結果として、シワを再現して発生因子を特定することができました。対策立案までに要した時間は6時間です。
壁を作らず、まずは試してみる、Honda鈴鹿の文化が醸成
――AutoFormの導入から3年。短期間でさまざまな施策を行い、成果をあげてきましたが、実際の成果をどのように感じていますか。
川口氏 検討時間を有意義に使えるようになったことが私にとっての成果です。過去の実績に頼ってきたスプリングバックの検討にも時間が割けるようになり、事前に金型への見込みが可能になりました。3~4日かかっていたドロー工程の捨て絞り面(余肉)のモデル作成時間も1日かからなくなりました。解析時間も短くなっているので、その分を予測に時間を割くことができます。
――なぜ3年間でここまでの成果を出せたと思いますか。
島田氏 リーダーとして感じるのは、川口の好奇心が成果として実を結んだのだと思います。どこかで壁を作ってストップをかけていたら、そこで止まっていたでしょう。これをやってみたらどうか、あれをやってみたらどうかと、無鉄砲に見えるほど走っていく川口の姿勢が良かったと思います。
川口氏 私自身、やっているうちに、あれもやりたい、これもやりたい、何でも知りたいとなってしまう性格で、せっかく量産が近くにあるのなら、いろいろなことがやってみたいと思って取り組んできました。
島田氏 トライ&エラーが許される環境、「考えるだけでは、わからない。とりあえずやってみましょう」というスピード感がありました。出てきた結果に対して、合う、合わないといったことを、現場のエンジニアも交えて議論してきたことが結果につながっています。組織の面から考えると(前述の)SKI体制を基に発展した鈴鹿の評価体制があり、私たちの検討や活動を理解してくれました。金型生産部としてもそれを尊重してくださった。そこで結果を出すから、改めて信頼してもらえるようになる。まっとうに評価し、一緒にリスクを背負ってくれる。そういう応援をしてくれる存在は大きいですね。
――AutoFormにもバーチャルと現物をマッチさせる思想(正確度指数)があり、一貫して1人が全ての工程で使えるように最適化(シームレスなデジタル・プロセス)されています。こうした考え方が、一貫体制を採用している鈴鹿製作所と似ていて、少数精鋭体制と親和性が高いと思いますがいかがでしょう。
島田氏 それはありますね。検討工程だけをやっていると、自己満足で頭でっかちになりがちです。「図面上ではこういう検討結果です」とか、「解析結果ではこうなっているからこれが正しい」など、ツールがあるゆえに検討側が強くなってしまいます。一概にそうでもなくて、現実世界に寄せていかないといけないと思います。
――CAE業務を行うにあたり、組織のあるべき姿について意見を聞かせていただけますか。
川口氏 現物を見て、現場でどうこうしようということを関係者が建前でなく本音で話し、判断できる組織があるべき姿だと思います。
島田氏 異なる立場であっても同じ技術課題に対して、きちんと議論を交わせるような組織であるべきです。少人数であればそういうことができると思いますが、現実には多くの人が携わっています。金型製作の各プロセスにおいて、たとえば機械加工はモデルデータ通りにできているのか、型を磨き仕上げた後はどのような素性になっていて形状面はどのような当たりなのかなど、それぞれプライドを持って正確にアウトプットしたものを積み上げていき、CAEの予測と突き合わせる。ここが違う、あれがおかしい、といろいろ出てくるのでそれをしっかり腹落ちするまで議論して次につなげる。コリレーションの向上がいいモノづくりにつながるという理解が土台にないとなかなかできません。
――今後、金型量産技術課の目指すところはどこですか。
島田氏 安定して良い製品が生み出せる金型を供給するための仕組みを構築すること。これに尽きます。量産では本当にさまざまな事が起きます。生産におけるロスや困り事の発生を生産準備段階から対策反映する。それが結果として良いクルマを生み出し、お客様に喜ばれるということです。
――AutoFormを活用して3年間で業務フローが大きく変わり、CAEへの思いが実現しつつあると思います。最後にAutoFormへの期待をお聞かせください。
島田氏 AutoFormは、インターフェースがわかりやすく、とっつきやすい印象があります。プレスCAEは専門性が高い業務ですが自動車業界の変革の中、今までプレス部品を専門でやってきたエンジニアが、これまでの技術のみで貫くだけでは発展性がありません。そうなると、HEM加工や溶接によるアッセンブリーなどプレス部品単品だけではなく、車体を構成する一部として考えるとどうなるかと、予測技術を後工程へ広げていく必要があります。これまで以上に畑の違うエンジニアとの連携が重要になっていきますが、CAEソフトがわかりづらいとそのハードルが上がってしまうので、AutoFormにはその敷居をさらに下げてくれることを期待しています。
(企業概要)
本田技研工業株式会社
設立:1948年(昭和23年)9月
所在地:東京都港区南青山2-1-1
代表者:取締役代表執行役社長 三部敏宏 様
資本金:860億円
従業員数:33,065名(単独)、197,039名(連結)(2023年3月31日時点)
事業内容:二輪車・四輪車・パワープロダクツの研究・開発・製造・販売




