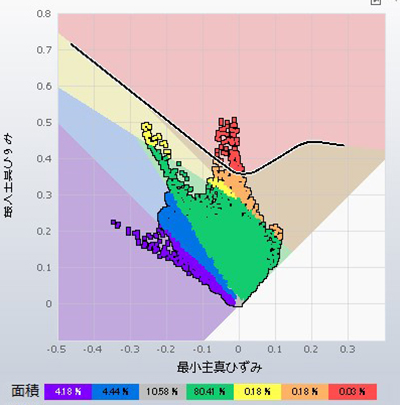
解析実行した後に「評価 > われ」表示に移ると画面左上に成形限界線図(FLD)が表示されます。材料物性に成形限界曲線(FLC)が設定されていると、FLCを超えるひずみ状態にある部位は「ワレ」と判定され赤く表示されます。それ以外の領域は、ひずみ状態に応じて「板増(紫)」「圧縮(青)」「張り不足(灰)」「安全(緑)」「われの危険性(黄)」「板厚超過(橙)」に分類され色分けが行われます。 これら成形形態の分類が、どのような判断基準を使って行われているか解説します。

成形限界線図(FLD)
われ判定基準(FLC)と「われの危険性」
FLDは成形パネルの各部位のひずみ状態を示したもの(最大主ひずみと最小主ひずみの組合せで変形状態を表したもの)です。ひずみの大きさが、どのくらいになると破断が発生するかは材料毎に異なりますので、その限界を表すFLCは材料試験によって求める必要があります。材料試験方法としては球頭パンチを用いる「中島試験」や円筒パンチを用いる「マルシニアック試験」が良く用いられます。

しかし材料試験にはバラツキが付き物です。仮に試験片を精密に作成しφ100mmの球頭パンチに均一に当たるようセットできたとしても、どのくらいネッキングが入ったら(あるいは割れたら)破断限界に達したと判定するのか、どこの伸びを計測して破断ひずみとするのか、など不確定要素は多々あります。それに加え量産品である薄鋼板の特性は、規格を満足する範囲においてバラつきが存在することは無視できません。
したがって材料試験を行うと破断限界は大きくバラついた結果が得られるのが一般的です。例えば下図中の×印のような破断限界ひずみが実験から得られた時のFLCは、どれを使うのが良いのでしょうか?どれを選んでも判定誤差が生じるのは避けられません。

材料試験で得られる破断限界のばらつき
AutoFormのFLD上で黄色プロットによって示されるグレーゾーン「われの危険性」は、上記のようなFLCの誤差を補完するために設けられています。このグレーゾーンの幅は、ひずみ値に対して定率(幅が変動)で設けたり、一定値(幅は不変)で設けたりします。
「板増」と「圧縮」
どちらも縮み変形領域にあることを示していますが、FLD上では紫色で示される「板増」の領域の方が青色で示される「圧縮」の下側、つまり最大主ひずみ(伸び)が小さい側に位置しています。この境界は最大主ひずみ ε1 と最小主ひずみ ε2 を使って以下の式で表わせます。
ε1=-ε2
これは言い換えると伸び率より縮み率が大きくなる境界線です。縮み率が大きい分だけ板厚が増加するので、この境界より下側を「板増」領域としています。 一方で、この境界より上側は伸びが縮みより上回っているのに、なぜ「圧縮」領域と判定されているのでしょうか。これは鋼板が伸ばされた時に幅方向に縮むのと同時に板厚も薄くなることと関連します。何も拘束を受けない状態で短冊状試験片を伸ばした際(つまり引張試験を行った際)に幅方向に縮む量より多く縮んでいる状態を「圧縮」としています。引張試験で得られる幅縮み率と板厚減少率の比率は r 値(ランクフォード値)に該当しますので、「圧縮」状態になる境界は r 値の定義より以下の式で表せます。
ε1=-(1+1/r)*ε2
なお「板増」や「圧縮」状態にあるからと言って、必ずしもシワが発生するとは限らないことに注意が必要です。例えば、ブランクホルダ面にある鋼板材が材料流入によって強い縮み変形を受けながらも、同時に十分なブランクホルダ力で押さえつけられている場合などでは、板厚は増加するもののシワ発生に至らないという場合などです。

FLD上の板増と圧縮の境界線
「板減超過」
FLDの右側の領域は最大・最小主ひずみ共に正の値となる二軸変形モード(つまり、引張‐引張状態)に相当します。この領域では、FLCによる判定では破断しないが、板厚減少率が大きくなっている変形モードに注意が必要です。製品要件によってはワレが無くとも板厚が基準値以下になるとNGの場合があります。FLCは下回っているが板厚減少率が基準値以下の領域が「板減超過」として橙色のプロットで表されます。なおFLD上の閾値(式)は、限界板厚ひずみを εt とすると、体積一定則(塑性変形しても鋼板の体積は不変)を利用して以下の式で表せます。
ε1=-(ε2+εt)
この閾値を超えると板厚減少率が限界値 εt を超える(薄くなる)のでNGと判定されます。

板厚超過の閾値
「張り不足」
フードアウタやドアアウタのような大きくて比較的平坦な形状の部品では、製品の真ん中あたりが十分伸ばされず、張り剛性が低い状態になることがあります。指定した板厚減少率に達していない領域を、十分な塑性変形が得られていないと判定するのが「張り不足」です。FLD上の閾値(式)は「板減超過」の時と同じものを用います。 判断基準のカスタマイズ
FLCの下にどのくらいのグレーゾーンを設けるか、あるいは板厚減少率の限界値を幾つにするかなどは鋼板材料によって異なりますし、各社の基準にも違いがあります。必然的に判断基準をカスタマイズする必要があります。それは「評価>設定>板厚/われ>成形性」で行うことができます。

評価閾値の設定メニュー
変更した判断基準を標準設定として利用したい場合は「設定のエクスポート」からxmlファイル形式で保存しxmlエディター(XML Notepadなど)でパラメータを変更して下さい。その後にMaterial Generatorで独自基準を設定したい材料を開き、カスタマイズしたxmlファイルを「成形性設定」に読み込み、材料データを保存します。

XMLファイルの編集画面とMaterial Generatorの成形性設定








